
-
Markeren
fingerless enige facer golfmachine
,fingerless enige facermachine
,100m/min kies Facer Golfmachine uit
-
SleutelwoordFingerlesstype de Enige Productielijn Van golfkarton van Facer
-
voordeel360 graad roteert, stabieler
-
Snelheid60-100m/min
-
Golfrol270mm 280mm 320mm 360mm
-
Hoger-lagere plooiende rol48CrMo hoog - het staal van de kwaliteitslegering
-
Hoe te om Lijm aan te passenElektrisch
-
Gewicht2000kg
-
Plaats van herkomstHebei, China
-
Marketing TypeNieuw Product 2020
-
Plaats van herkomstDongguangstad, Hebei-provincie, China
-
MerknaamKS
-
CertificeringCE,ISO
-
Modelnummer1400mm 1600mm 1800mm 2000mm
-
Min. bestelaantaléén reeks
-
Prijsnegotiable
-
Verpakking DetailsDe machine corved met plastic die film, in“ container 20 wordt ingepakt
-
Levertijd40 werkdagen
-
BetalingsconditiesL/C, T/T, D/P, D/A, MoneyGram
-
Levering vermogen30Sets/maand
100m/Min Fingerless Single Facer Corrugated-Machine


Fingerlesstype de Enige Productielijn Van golfkarton van Facer
1.Main eigenschappen voor Universele gezamenlijke enige facer
1. Ontwerpsnelheid: 80m/min
2. Efficiënte breedte: 1400mm2200mm
3.Corrugated rol: φ280mm
4. De doos van het aandrijvingsreductiemiddel met olie het ondergedompelde type smeren om lawaai te verminderen houdt lopend stal. keur gimbal transmissie goed. afzonderlijke macht.
5.Corrugating rol, drukrol en lijmrol door pneumatische aanpassing.
6. Het karton brengt goedkeurt vacuümzuigingsmethode, met het systeem van de windcontrole over. houd de stal van fluitprofielen van de laag-rol in de voorwaarde om te lanceren.
7. Het lager van golf en drukrol keurt op hoge temperatuur goed smeert vet.
8. Auto de leveringslijm van lijmdelen in een cirkel.
9. De hoger-lagere plooiende rol wordt gemaakt van hoge 52CrMo - het staal van de kwaliteitslegering, na thermische behandeling. De hardheid HRC58o-60o, de oppervlakte is grinded.
10. De oppervlakte van het lijmdeel wordt behandeld door speciaal netwerk snicked en chromeplated.
11. Het gemotoriseerde of handlijmbreedte verdelen om de document breedte aan te passen.
12.Glue het deel kan onafhankelijk of niet-onafhankelijk lopen terwijl tegengehouden. Keur de omzettingscontrole goed van de hoofdmotorfrequentie.
2. Wat wordt de Fingerless-Type Enige Productielijn Van golfkarton van Facer gebruikt voor?
Enige Facer is de belangrijkste machine om het golfkarton te produceren. maak enig gezicht van vlak ambachtdocument Vacuümzuigingsmodel van golfkarton enige facer zeer goede productieprecisie heeft. Kies van de machine direct uitvoert de kwaliteit van het golfkarton.
Nota: Deze machine kan tot 3 laag 5 laag ook maken 7 laag wanneer het werk samen met het lijmen van machine en dringende machine
3.What is de belangrijkste structuur voor Fingerless-Type Enige Facer Productielijn en het werk principe het Van golfkarton?
Deze lijn met inbegrip van de tribune van het papierfabriekbroodje en enige facermachine en roterende bladsnijder
Stap: Maak ambachtdocument aan molen tribune rollen
Stap twee: Verwarm de golflaag door schacht te verwarmen
Stap drie: Maak het vlakke karton aan van golfkarton door golfschacht
Stap Vier: Lijmend hoogste golf door lijmschacht en maak dit twee stukkendocument van golfkarton aan monolayer
Stap Vijf: Het dwars knipsel corrguated document aan de grootte u wilt
Facultatieve Functie: Rewinder het gebeëindigde golfdocument aan document broodje opnieuw
4.Fingerless de Productielijnspecificatie Van golfkarton van type Enige Facer
| Het werk Breedte | 1600mm | 1800mm | 2000mm | 2200mm | |||
| Verwarmingsmethode | /Elektroolie verwarmen/Stoom die verwarmen verwarmen | ||||||
| Ontwerpsnelheid | 80m/min | ||||||
| Economische snelheid | 45-60 m/min | ||||||
| Kompres-lucht druk | 0.4-0.9MPa | ||||||
| Fluittype | Standaardfluit | UVE Flute | |||||
| Standaardspec. | A, B, C, E, F | ||||||
| Voor ander type en model, kunnen wij als eis van de klant produceren. | |||||||
| Golfbroodjesdiameter (mm) | 280 | ||||||
| Muurdikte (mm) | 130 | ||||||
| Type | Het vacuüm absorbeert | ||||||
| Rolmateriaal | 48CrMo Thermisch behandelde legering, | ||||||
| Machinegrootte (mm) | 3300*1300*1700 | 3550*1300*1700 | 3800*1300*1700 | 4050*1300*1700 | |||
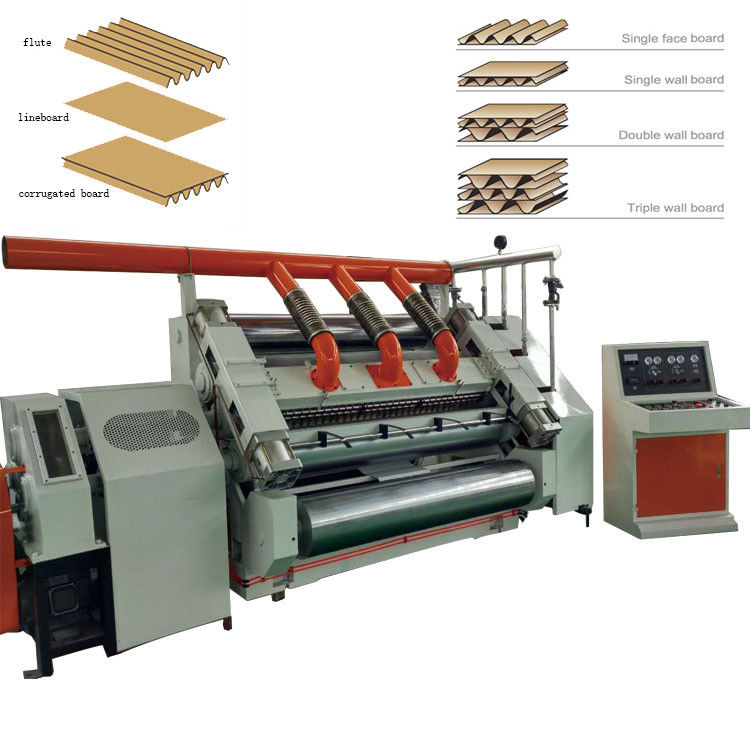
5.Finished golfdiedocument door Fingerless Type Enige Facer Productielijn wordt gemaakt Van golfkarton
![]()
6.Fingerless mening Van golfkarton van de de Productielijn Gehele machine van type de Enige Facer
![]()
![]()
![]()
Onze producten worden over de hele wereld verkocht. U kunt gerust zijn op het hele proces van onze producten.